
「卸鉄(寛永通宝)から日本刀の鋼を作る方法」についてご紹介|日本刀ができるまで
ご訪問ありがとうございます。
今回は、「卸鉄(寛永通宝)から日本刀の鋼を作る方法」についてご紹介します。
日本刀関連サイトマップのご紹介
日本刀関連サイトマップをご紹介します。
 道具/工具関連サイトマップのご紹介
道具/工具関連サイトマップのご紹介日本刀:皮鉄の素材を作るための技法「卸し鉄」

「炉の深さ」や「送風の強さ」から鉄の炭素量を調整する
刀匠は、低炭素の鉄に浸炭(炭素を追加する)させる、高炭素の鉄から脱炭(炭素を減らす)するために、「炉の深さ」や「送風の強さ」など、それぞれの目的に応じた工夫をこらして作業を行っています。
【浸炭】鉄(特に低炭素鉄)の中に炭素を浸み込ませて、炭素濃度を高くする処理方法。
日本刀の特徴「折れず曲がらずよく切れる」
| 日本刀に使われる鋼 | ||
| 鋼の種類 | 炭素濃度 | |
| 軟らかめの鋼「芯鉄/心鉄」 | 低い | 0.1~0.3%程度 |
| 硬めの鋼「皮鉄」 | 高い | 0.5~0.7%程度 |
刃先は、焼きを入れにより特別に硬く
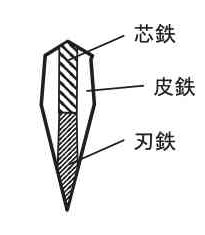
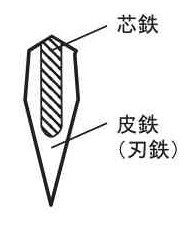
日本刀の造り込み「本三枚」「甲伏せ」
外側に硬い皮鉄、内側に軟らかい芯鉄を組み合わせる。刃先の部分は、「本三枚」は刃鉄(はがね)という素材を入れ、「甲伏せ(こうぶせ)」は皮鉄のままで、焼き入れをしてさらに硬くします。
本三枚
本三枚
刀匠の仕事の六〜七割は皮鉄の素材を作ること
| 「刀工の仕事・日本刀ができるまでの7つ製作過程」についてご紹介 | |
| 【1】 | 水へし・小割り |
| 【2】 | 積沸し(つみわかし) |
| 【3】 | 鍛錬・皮鉄造り |
| 【4】 | 心鉄造り・組み合わせ |
| 【5】 | 素延べ・火造り |
| 【6】 | 土置き・焼き入れ |
| 【7】 | 仕上げ・銘切り |

皮鉄の素材を作る工程は二つ
皮鉄の素材を作る工程は、二つ(成分調整・均一化)あります。
材料に適した炭素濃度へ調整する「卸し鉄」作業
| 日本刀に使われる元材と鋼 | ||
| 鋼の種類 | 炭素濃度 | |
| 高炭素濃度の鉄 | 非常に高い | 3~4%程度 |
| 硬めの鋼「皮鉄」 | 高い | 0.5~0.7%程度 |
| 軟らかめの鋼「芯鉄/心鉄」 | 低い | 0.1~0.3%程度 |
日本刀に適した鋼をつくる二つの方法
皮鉄の素材に適した鋼は、大きく分けて二つの方法で作られます。
後者が卸し鉄であり、現代の刀匠において広く継承されている技術です。
江戸時代の「寛永通宝」を使った素材つくり
原料として、江戸時代に作られた炭素濃度4%程度の鋳鉄(寛永通宝)を使い日本刀の鋼をつくる工程をご紹介します。
| 日本刀に使われる元材と鋼 | ||
| 鋼の種類 | 炭素濃度 | |
| 寛永通宝 | 非常に高い | 4%程度 |
| 硬めの鋼「皮鉄」 | 高い | 0.5~0.7%程度 |
| 軟らかめの鋼「芯鉄/心鉄」 | 低い | 0.1~0.3%程度 |
素材の鋳鉄製「寛永通宝」
鋼をつくる環境「火床、吹子の構造」
火床は、大まかな外形は耐火レンガと耐火モルタルで作り、粘土と木灰で形状を整えます。
火床・吹子による作業工程
原料は1〜1.2kg程度を使い、約3分おきに数回にわけて装入します。

卸し鉄用の火床
吹子1回のストロークで18〜45Lの空気を入れる
軟鉄に愛宕神社の釘(炭素濃度0.1%)を使用
鋼の取り出し

火床の底にできた生成物

取り出された生成物
同じ火床作業でも炭素量を調整(浸炭・脱炭)できる条件とは
卸し鉄の作業では、同じ火床を使用し、一見同じような作業を行っているのに、浸炭と脱炭という全く逆の反応が起こっています。
同じ火床作業でも炭素量を調整(浸炭・脱炭)できるのは、以下の3つの条件(【1】炉底の高さ【2】送風量【3】炎色や火花)の違いからです。
【1】炉底の高さ(深さ)
| 【火床作業】炭素量を調整(浸炭・脱炭)できる条件 | ||
| 鋼の種類 | 硬めの鋼 「皮鉄」 |
軟らかめの鋼 「芯鉄/心鉄」 |
| 目的 | 浸炭 | 脱炭 |
|
炭素濃度
|
高い | 低い |
| 0.5~0.7%程度 | 0.1~0.3%程度 | |
| 温度 | 高い | 低い |
|
送風量
|
多い | 少ない |
| 送風を受けない | 送風を受ける | |
| 炉底 | 深い | 浅い |
| 浸炭の際は、火床の上部で軟鉄に炭素が浸み込み、半溶融状態で炉底に溜まる。 炉底では風があたらないように保たれる。 |
脱炭の際は、低温で溶けた銑鉄が僅かずつ炉底に溜まり、 そのつど風を受けて鉄中の炭素が燃え.炭素濃度が下がっていく。 |
|
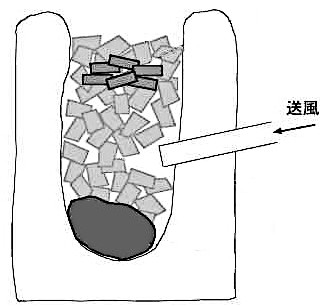
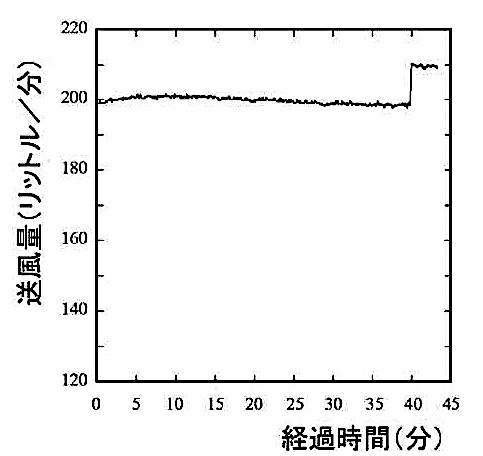
浸炭する場合(硬めの鋼「皮鉄」づくり)
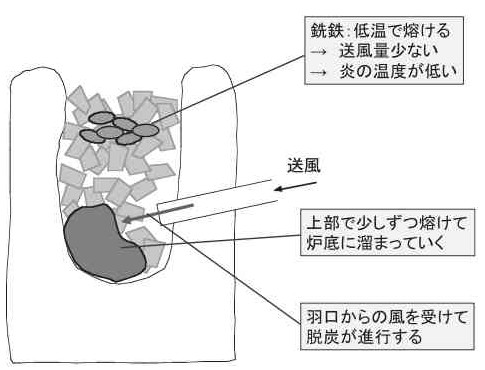
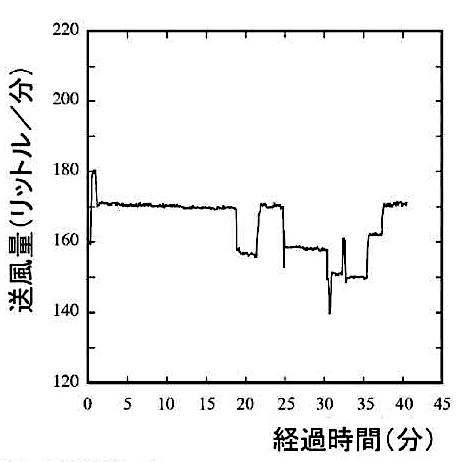
脱炭(軟らかめの鋼「芯鉄/心鉄」づくり)
【2】吹子を動かす速さ(送風量)
| 【火床作業】炭素量を調整(浸炭・脱炭)できる条件 | ||
| 鋼の種類 | 硬めの鋼 「皮鉄」 |
軟らかめの鋼 「芯鉄/心鉄」 |
| 目的 | 浸炭 | 脱炭 |
|
炭素濃度
|
高い | 低い |
| 0.5~0.7%程度 | 0.1~0.3%程度 | |
| 温度 | 高い | 低い |
|
送風量
|
多い | 少ない |
| 送風を受けない | 送風を受ける | |
| 吹子を速く動かす | 吹子をゆっくり動かす | |
| 約64ストローク/分 | 約40ストローク/分 | |
| 炉底 | 深い | 浅い |
| 浸炭の際は、火床の上部で軟鉄に炭素が浸み込み、 半溶融状態で炉底に溜まる。 炉底では風があたらないように保たれる。 |
脱炭の際は、低温で溶けた銑鉄が僅かずつ炉底に溜まり そのつど風を受けて鉄中の炭素が燃え.炭素濃度が下がっていく。 |
|
【3】炉上の炎の色や火花の様子
炭素濃度を調整する刀匠の職人技のノウハウ
刀匠は、軟らかめの鋼「芯鉄/心鉄」 や硬めの鋼「皮鉄」を作り出すために【1】炉底の高さ【2】送風量の変化で、炭素濃度を調整を行っています。
さらにそこには、きめ細かな職人技のノウハウが詰め込まれています。
炉底の深さは「浸炭」で12cm下、「脱炭」で9cm下
吹子を動かす速さ(送風量)のノウハウ
吹子を動かす速さは、送風量が多い、少ないの操作だけでなくきめ細かなノウハウがあります。
「浸炭」「脱炭」の仕組み
刀匠による、火床・吹子による作業では、以下のような仕組みで炭素濃度の調整を行っています。
浸炭の場合
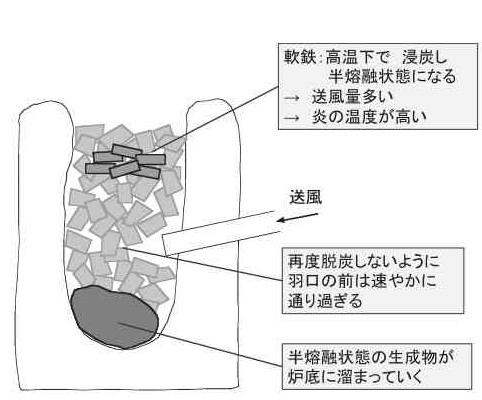
炭素が再び脱炭しないように炉底を深くする
脱炭の場合
羽口からの風を受け鉄中の炭素が燃えることで脱炭が進行する
銑鉄が急速に溶解しないように、きめ細かな送風量調整が必要
溶融した銑鉄は風を受けることによって表層から脱炭が起こりますが、その進行はそれほど急速ではなく、ある程度の時間がかかるのです。
脱炭が進めるためには体積の小さな液滴に風があたるようにする
つまり「溶けた銑鉄が羽口の前に少しずつ落ちて風を受け、脱炭が進行する」という状況が、連続的に起こることが重要なのです。
刀匠の経験から生み出された「浸炭」「脱炭」のノウハウ
| 【火床作業】炭素量を調整(浸炭・脱炭)できる条件 | ||
| 鋼の種類 | 硬めの鋼 「皮鉄」 |
軟らかめの鋼 「芯鉄/心鉄」 |
| 目的 | 浸炭 | 脱炭 |
|
炭素濃度
|
高い | 低い |
| 0.5~0.7%程度 | 0.1~0.3%程度 | |
| 温度 | 高い | 低い |
|
送風量
|
多い | 少ない |
| 送風を受けない | 送風を受ける | |
| 吹子を速く動かす | 吹子をゆっくり動かす | |
| 約64ストローク/分 | 約40ストローク/分 | |
| 炉底 | 深い | 浅い |
| 浸炭の際は、火床の上部で軟鉄に炭素が浸み込み、 半溶融状態で炉底に溜まる。 炉底では風があたらないように保たれる。 |
脱炭の際は、低温で溶けた銑鉄が僅かずつ炉底に溜まり そのつど風を受けて鉄中の炭素が燃え.炭素濃度が下がっていく。 |
|
日本刀関連サイトマップのご紹介
日本刀関連サイトマップをご紹介します。
日本刀関連ページのご紹介
日本刀関連ページをご紹介します。
「学ぶ」学習用関連サイトマップのご紹介
「学ぶ」学習用関連サイトマップをご紹介します。
「学ぶ」学習用関連サイトマップのご紹介 |
|||
| 学び/学習TOP > IT|ゲーム作り|HP作成 | |||
| 【IT】エディタ/正規表現|プログラミング| 【ゲーム作り】STG作り方|C言語の入門/基礎|リファレンス/サンプル文 【HP作成】WordPress|Cocoon|便利テクニック |
|||
■■│コペンギンTOP > ゲーム│ホビー│書籍・マンガ│■■ |
シューティングゲーム | ゲーム | 中古・新品通販の駿河屋
「学ぶ」学習用関連ページのご紹介
「学ぶ」学習用関連ページをご紹介
コペンギン・サイトマップ
コペンギンのサイトマップをご紹介します。
| 【コペンギンTOP】サイトマップ | ||||
| コペンギンTOP > ゲーム│ホビー│書籍・マンガ│ | ||||
■■│コペンギンTOP > ゲーム│ホビー│書籍・マンガ│■■ |
||||
| サイトマップ一覧 |

懐かしの名作から最新作までの豊富な品揃え!通販ショップの駿河屋
コペンギンサイトマップ関連ページのご紹介
コペンギン関連ページをご紹介します。
【ゲームTOP】ゲーム関連ページのご紹介

【書籍・雑誌TOP】書籍・雑誌サイトマップ関連ページのご紹介

【ホビーTOP】ホビーサイトマップ関連ページのご紹介
